
High Power Fiber Laser Laboratory
1.kW-Class Fiber Laser Development Facility
High power fiber laser laboratory (HPFL) is the one which has been incorporated in Ortaç Group at UNAM 5 years before. Thanks to the support of the government via a TUBITAK project, well-equipped infrastructure has been established. First of all, two small labs at the base floor at UNAM has been unified to supply enough space for HPFL.
To build a fiber laser, certain equipment is needed for that purpose and so after completing the construction of the lab we have purchased the required infrastructure which are the fiber stripper, fiber cleaver, arc fusion splicer and fiber recoater machines.
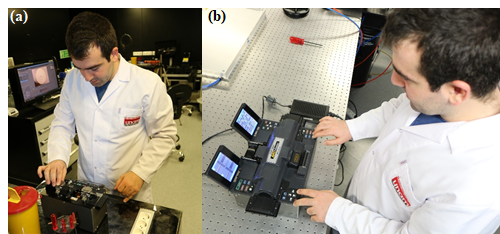
Fig. 1: Demonstration of the fiber cleaver (a) and the arc fusion splicer (b) machines
We have also an optical microscope so that we can analyze the fibers after cleaving process to observe the quality of the process. Having seen damage or the cracks in the cross section image of the fiber we can also adjust the optimum parameters of the fiber cleaver.
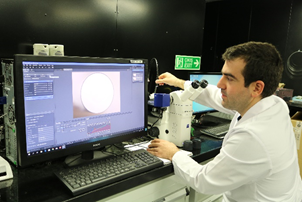
Fig. 2: The image of the optical microscope while measuring the diameter of an optical fiber
Having all of these most quality equipment, we have succeeded to construct kW-level fiber laser resonator and amplifier systems within these 5 year time period. We have started with a 500 W maximum power capacity ultra-compact high power fiber laser resonator system. Immediately after, we have constructed 700 W and 1 kW fiber laser resonator systems based on both commercial and self-fabricated active fibers. Recently, we have been making effort on building 2 kW power level fiber laser resonator system in the near future we have been planning to achieve a 5 kW power capacity fiber laser system.

Fig. 3: The infrared camera images of different laser systems built in the lab
2.Glass Processing Facility
Besides high power fiber laser development facility, we have also glass processing facility in which endcap, ball-lens, tapering and combiner manufacturing could be performed as well. All of these activities have been conducted with the help of LZM-100 LAZERMasterTM laser splicing system belonging to AFL Company.
2.1 Endcap
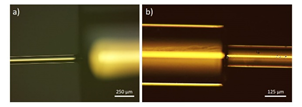
Fig. 4: Splicing of a) 125 µm single-mode fiber to the 2000 µm rod and b) 125 µm SM fiber to the 400 µm multi-mode fiber
Two endcap examples manufactured with LZM-100 LAZERMaster have been shown in Fig. 5. First one has come into existence with the splicing of 125 µm single mode fiber to the 2000 µm rod type fiber. The other one compromised of the splicing of again 125 µm single mode fiber to the 400 µm multi-mode fiber this time. Thus, we have the capability of manufacturing endcap in a wide variety of dimension.
2.2 Ball lens
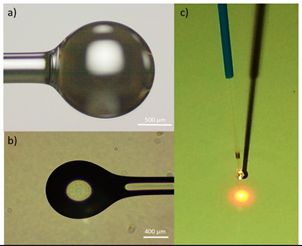
Fig. 5: Optical microscope images of a) 1000 µm ball lens, b) 750 µm ball-lens on 400 µm fiber and c) the image of light deflection from 750 µm ball lens.
2.3 Tapering
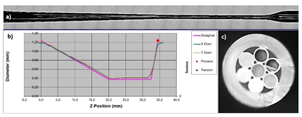
Fig. 6: Tapering of 7×1 combiner a) scanned taper region image, b) measured and expected diameter vs. z-position graph and c) cleaved end-face from the middle point of taper
Tapering is a prerequisite of combiner manufacturing; however, it can be applied for any other purposes such as mode field adapter manufacturing. Here, we have made use of it for the purpose of pump combiner manufacturing.
2.4 Combiner manufacturing
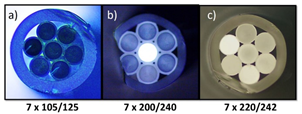
Fig. 7: Optical microscope images of the cross section of the combiners having a) 105/125 µm, b) 200/240 µm and c) 220/242 µm input fibers
We have manufactured three types of pump combiners in the 7×1 configuration by using LZM-100 LAZERMaster, whose optical microscope images of cross section, have been shown in Fig. 8. The combiners have been based on the input pump fibers which are the mostly employed ones, having the core/cladding diameters 105 µm/125 µm, 200 µm/240 µm and 220 µm/242 µm respectively.